



Наши специалисты помогут Вам выбрать оптимальный инструмент для работы или спроектируют специальный комплект инструмента, согласно конечному изделию. Для этого нам необходима следующая информация:
- чертеж конечного продукта,
- модель и завод-изготовитель Вашего оборудования,
- толщина и тип обрабатываемого материала,
- информация о типе или форме инструмента, который уже используется.
Ниже Вы найдете полезную информацию для определения оптимальных качественных параметров инструмента для операций гибки и резки листового металла.
ПРОЦЕСС ГИБКИ
Большинство процессов обработки листового металла, включают формообразование заготовки. Различные типы процессов гибки широко используются в широком спектре продукции: автомобильные компоненты, мебель, двери, детали для железнодорожного транспорта, строительства, авиации, электроники, телефонии, судостроения и т.д.. Мы можем сказать с полным основанием, что процесс гибки листов найдет свое место в подавляющем большинстве продукции. Несмотря на кажущуюся простоту, процесс гибки является весьма сложной производственной технологией, которую требуется понимать, и грамотно использовать в производстве.
Гибка — пластическое деформирование листового металла под действием внешней силы.
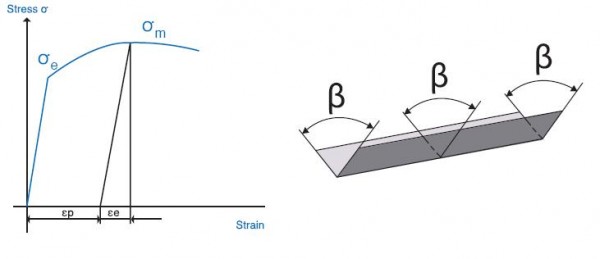
εp = пластическая деформация,
εe = обратное пружинение.
При промышленном изготовлении деталей, одной из важнейших задач является обеспечение жестких геометрических допусков в готовой продукции. Идеальный гиб определяется тремя основными факторами:
• Точный угол гиба (ß теоретический против ß реального),
• Постоянный угол гиба на всей длине детали,
• Плоскостность отгибаемой полки по всей длине гиба.
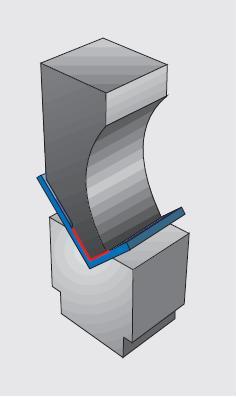
“ВОЗДУШНАЯ” ИЛИ СВОБОДНАЯ ГИБКА
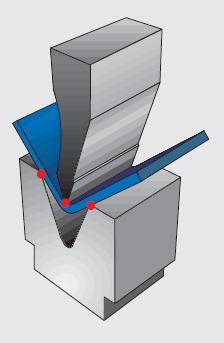 Среди процессов гибки V-типа, “воздушная” гибка является наиболее простым методом и широко используется в широком диапазоне производственных процессов. Процесс “воздушной” гибки обеспечивается точным перемещением пуансона по отношению к V-образной матрице. Таким образом, листовой металл сгибается, создавая угол в точке контакта между пуансоном и листом. Листовой металл имеет 3 точки контакта с пуансоном и матрицей. Угол гиба определяется тем, насколько глубоко пуансон вошел внутрь матрицы. Обратное пружинение компенсируется увеличенным ходом пуансона, что позволяет листу вернуться к требуемому углу гиба (перегиб листа) после снятия нагрузки. Преимуществами “воздушной” гибки являются: низкое усилие гибки, возможность гибки очень толстых листов и возможность получения различных углов гибки используя одни и те же инструменты. Эти преимущества делают этот метод менее дорогим и более гибким. “Воздушная” гибка характеризуется сложностью достижения точного угла в связи с наличием эффекта обратного пружинения, а также необходимостью использовать высокотехнологичные прессы, чтобы гарантировать отличную точность гибки.
Среди процессов гибки V-типа, “воздушная” гибка является наиболее простым методом и широко используется в широком диапазоне производственных процессов. Процесс “воздушной” гибки обеспечивается точным перемещением пуансона по отношению к V-образной матрице. Таким образом, листовой металл сгибается, создавая угол в точке контакта между пуансоном и листом. Листовой металл имеет 3 точки контакта с пуансоном и матрицей. Угол гиба определяется тем, насколько глубоко пуансон вошел внутрь матрицы. Обратное пружинение компенсируется увеличенным ходом пуансона, что позволяет листу вернуться к требуемому углу гиба (перегиб листа) после снятия нагрузки. Преимуществами “воздушной” гибки являются: низкое усилие гибки, возможность гибки очень толстых листов и возможность получения различных углов гибки используя одни и те же инструменты. Эти преимущества делают этот метод менее дорогим и более гибким. “Воздушная” гибка характеризуется сложностью достижения точного угла в связи с наличием эффекта обратного пружинения, а также необходимостью использовать высокотехнологичные прессы, чтобы гарантировать отличную точность гибки.
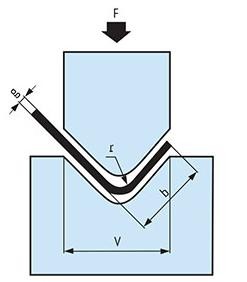
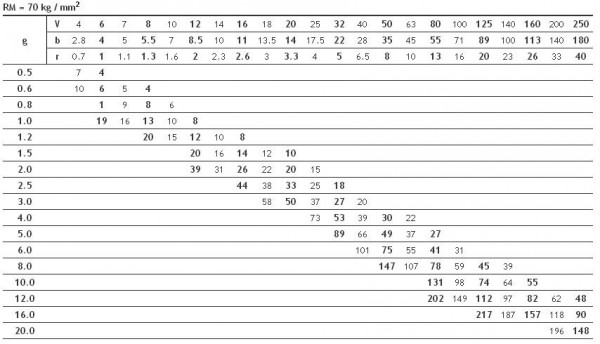
Таблицы расчета усилия F при «воздушной» гибке.
, где
F — требуемое усилие на 1 м пуансона, тонн
r — внутренний радиус, мм.,
b — минимальной высоты отогнутой полки, мм.,
g — толщина материала, мм.,
V — ширина ручья (раскрытия матрицы), мм.
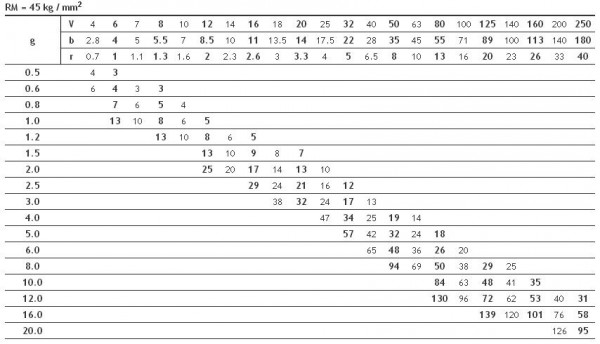
Пример: Листовая сталь с пределом прочности RM 430-500 МПа с толщиной 6 мм можно согнуть на размере матрицы V=50 мм, минимальная кромка — 35 мм, внутренним радиусом 8 мм, необходимое усилие гибки составит 48 тонн на метр пуансона.
Соответственная таблица для нержавеющей стали…
Для более конкретного случая воспользуйтесь файлом: Расчет требуемого усилия гибки
КАЛИБРОВКА ИЛИ ЧЕКАНКА (гибка до полного касания инструментов)
 При использовании метода чеканки, пуансон через лист полностью касается матрицы, это обеспечивается тем, что поверхности пуансона и матрицы повторяют друг друга. Чеканка в основном используется для изготовления деталей с углом 90 градусов на тонком листе, где требуется малый радиус гиба. Гиб обеспечивается, прессованием детали в матрице, так что листовой металл точно повторяет профиль матрицы. Учитывая сильную пластическую деформацию обратное пружинение сведено к минимуму. Преимуществами данного метода являются высокая точность угла, минимальное обратное пружинение, возможность получать минимальный радиус гиба. Основными недостатками метода являются необходимость наличия наборов инструментов для каждого угла и радиуса, а также необходимость использования увеличенного усилия (в 3-10 раз по сравнению с “воздушной” гибкой).
При использовании метода чеканки, пуансон через лист полностью касается матрицы, это обеспечивается тем, что поверхности пуансона и матрицы повторяют друг друга. Чеканка в основном используется для изготовления деталей с углом 90 градусов на тонком листе, где требуется малый радиус гиба. Гиб обеспечивается, прессованием детали в матрице, так что листовой металл точно повторяет профиль матрицы. Учитывая сильную пластическую деформацию обратное пружинение сведено к минимуму. Преимуществами данного метода являются высокая точность угла, минимальное обратное пружинение, возможность получать минимальный радиус гиба. Основными недостатками метода являются необходимость наличия наборов инструментов для каждого угла и радиуса, а также необходимость использования увеличенного усилия (в 3-10 раз по сравнению с “воздушной” гибкой).
ПЛЮЩЕНИЕ
Как правило, метод применяются для увеличения жесткости детали и для создания безопасной кромки. Процесс выполняется в 2 шага: сначала предварительная гибка с углом 26 ° -35 ° (“воздушная” гибка), оконча-тельное плющение, полностью или частичное, в зависимости от приложенного усилия.
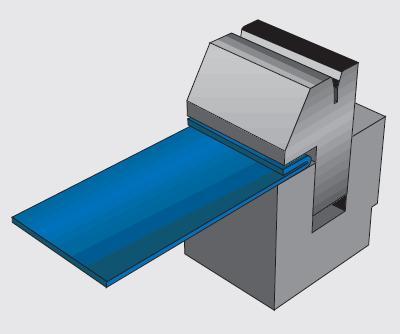
ПРОЦЕСС ГИЛЬОТИННОЙ РЕЗКИ
Гильотинная резка представляет собой процесс прямолинейной резки листового металла. Материал разрезается между противоположными кромками двух лезвий. Предварительно лист фиксируется с помощью прижимных цилиндров. Во время процесса резки подвижное лезвие двигается по отношению к неподвижному лезвию с определенным зазором между ними, который определяется условиями резки. Подвижное лезвие может быть установлено под углом по отношению к неподвижному для того, чтобы резка велась последовательно от одной стороны к другой, этот угол называется углом между лезвиями, и это уменьшает усилие резки, но увеличивает ход подвижного лезвия.
Что касается самой гильотины, то, машина состоит из станины со столом, системы прижима листа, верхнего и нижнего лезвия и заднего упора. Задний упор обеспечивает требуемый размер отрезаемой детали.
Задний угол верхнего лезвия незначительно влияет на усилие резки. При использованием двух лезвий с четырьмя режущими кромками требуется более высокое усилие резки, чем когда верхняя лезвие отшлифованы с небольшим задним углом, этот угол, как правило, не более 3°.
Угол между лезвиями значительно влияет на усилие резки и влияет на дефекты, которые возникают при резке узких полос. Данный угол — менее 3°.

Зазор между лезвиями — это расстояние (перпендикулярное) между лезвиями. Чистота резки зависит от толщины листа и прочности материала. Точные значения зазора должны быть определены для каждого конкретного случая. Если зазор слишком маленький, то наблюдается увеличенный износ лезвий: затраты на переточку инструмента и усилие резки будет выше. Если зазор слишком большой, то материал сминается между двумя лезвиями. В результате отрезаемая кромка будет с увеличенным конусом и большими пластическими деформациями. Зазор — ключевой фактор для получения качественной кромки.
Дефекты готовых изделий из листового металла в результате резки:
- дефект скручивания,
- дефект саблевидности,
- дефект изгиба
- дефект непрямолинейной кромки.
 ДЕФЕКТ САБЛЕВИДНОСТИ
ДЕФЕКТ САБЛЕВИДНОСТИ
Этот дефект выражается в изгибе отрезанной детали в плане (поверхность остается плоской) после резки. Это связано с шириной детали, ее толщиной, прочности материала и направления линий прокатки (остаточные напряжения). Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и выполнять резы вдоль направления линий прокатки.
ДЕФЕКТ СКРУЧИВАНИЯ
Этот дефект выражается в скручивании готовой детали вдоль ее оси после резки. Этот дефект возникает обычно,при резке узких полос. Условия резки, которые усиливают этот дефект, связаны с геометрией листового металла (большая толщина, малая ширина, короткая длина), характеристик материала (мягкий материал, неравномерное распределение напряжений) и, конечно, параметры резки (большой угол между лезвиями, высокая скорость резки).
 ДЕФЕКТ ИЗГИБА
ДЕФЕКТ ИЗГИБА
Этот дефект выражается в изгибе отрезанной детали (деталь не плоская), после резки. Этот дефект обусловлен углом между лезвиями и жесткостью заготовки. Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и поддерживать отрезаемую заготовку.
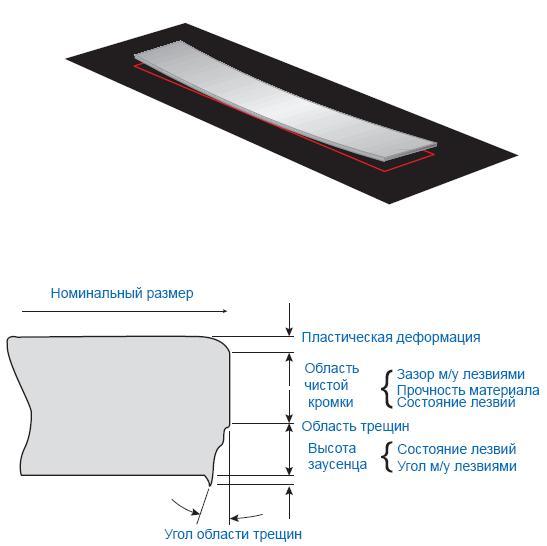
ДЕФЕКТ НЕПРЯМОЛИНЕЙНОЙ КРОМКИ
Разрезаемый материал пластически деформируется в очень небольшой области, которая формирует остаточную деформацию. Область чистой кромки, где верхний нож проникает в материал до образования трещин, которые в свою очередь ведут к образованию грубой и нерегулярной поверхности известной как область трещин. Область трещин распространяется до области заусенцев, которые появляются на завершающем этапе резки и зависят от зазора, характеристик металла и состояния инструмента.